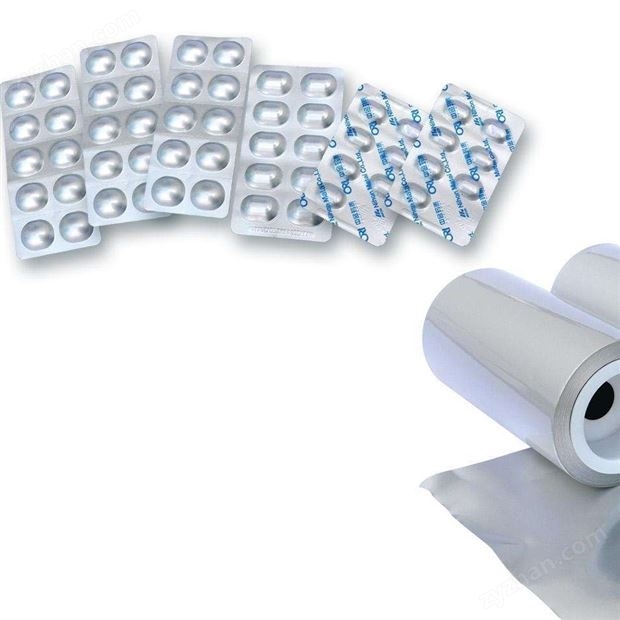
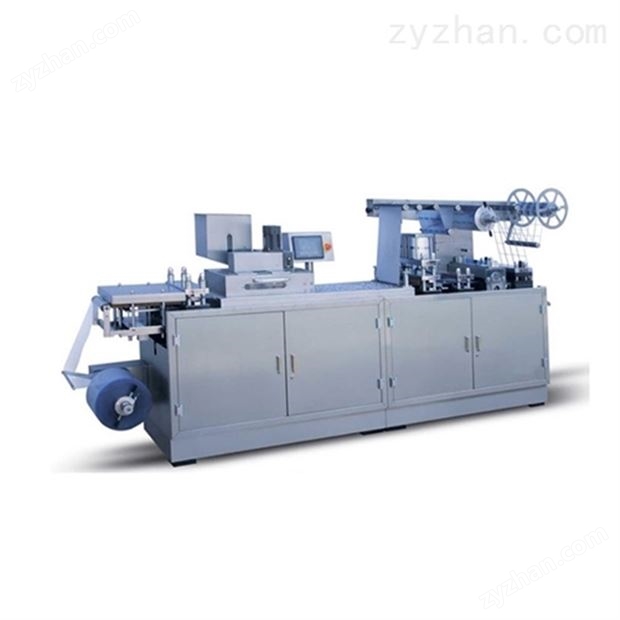
平板鋁塑泡罩包裝機整機采用分段組合:PVC成形�、加料�、熱封為一段�,熱帶鋁冷成形、熱封��、沖裁為一段可進行分體包裝����。該機廣泛適用于膠囊����、素片、糖衣�����、膠丸���、針劑、異形等以及醫(yī)療器、輕化食品�����、電子元件泡罩密封包裝�����。
平板鋁塑泡罩包裝機的幾種常見問題及解決方案如下:
1����、成型不飽滿/破損
主要因模具密封性不足或氣壓異常導(dǎo)致���。需調(diào)整上下模平行度��,檢查密封圈狀態(tài)并更換損壞件����,同時優(yōu)化壓縮空氣壓力(0.6-0.8MPa)和吹氣時長。若PVC加熱后出現(xiàn)收縮不均�,需及時更換物料���。
2�����、PVC膜跑偏或單邊松緊
需校準模具安裝位置確保與軌道中線對齊����,調(diào)整軌道寬度至與膜寬匹配���,必要時增加冷卻水流量防止PVC受熱變形。
3���、熱封不牢/網(wǎng)紋不清
溫度不足或壓力不均時�����,需升高熱封溫度(通常12 0-150℃)并調(diào)平上下膜接觸面。網(wǎng)紋堵塞需用鋼刷清理殘留物�����,鋁箔壓透則需降低溫度或壓力�����。
4�、鋁箔褶皺/斜皺
調(diào)整熱封模塊前壓桿的左右高度旋鈕消除單邊張力,同時檢查鋁箔壓輪平行度并與軌道對齊���。
5�����、漏片或余片堆積
通過調(diào)節(jié)加料器開口尺寸匹配物料流速����,優(yōu)化上下加熱板溫度(通常成型段90-110℃)改善泡吹效果�����,同時調(diào)整毛刷與物料的接觸高度�。
6����、沖裁位置偏移
橫向偏移需修正成型/熱封模安裝角度�,縱向偏移通過調(diào)節(jié)沖裁移動手柄校準行程,定期檢查同步帶張緊度防止打滑�。
7、設(shè)備運行異常
熱封組件不升溫時優(yōu)先排查線路斷路�����、加熱管損壞或保險管熔斷問題�,對應(yīng)更換故障部件���。溫度失控需檢測熱電偶線路或更換溫度調(diào)節(jié)儀����。傳動系統(tǒng)卡頓時需潤滑導(dǎo)軌及齒輪組�����,清除運動部件異物并調(diào)整皮帶張力��。


 手機版
手機版 制藥網(wǎng)手機版
制藥網(wǎng)手機版
 制藥網(wǎng)小程序
制藥網(wǎng)小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  預(yù)告
預(yù)告  預(yù)告
預(yù)告